
While many pieces made by HACI are large- to medium-scale and require sand molds for casting, there are some smaller, more complicated parts that we produce by another method–lost wax casting.
For Historical Arts, the lost wax method is most usefully utilized when the parts in question are smaller and cannot be modified in terms of draft. We have used it to produce smaller hardware components, finials, and even detailed sculptural elements (stay tuned to our Instagram feed later on this year for some coverage of a couple beautiful bronze dragons that we are currently making at time of this writing).
The following images, along with their associated captions, are meant to provide an overview of the process–an introductory storyboard to the process, as we follow a small light fixture part through the stages of its production.

1. The process begins with a pattern of clay, wood, or other materials. This pattern was 3D printed.

2. A silicone block mold is flexible enough to allow more complicated shapes to be cast and removed without damage. This mold is filled with the liquid wax.

3. The wax casting, having been removed from the silicone mold, is shown here supported by wax sprues. The sprues become the path for the metal to be poured into the part, and for the air to escape.

4. The wax part is shown here inside a steel flask. The flask is filled with a plaster-like material which is baked at a high temperature to cure the mold and melt out the wax.

5. When the mold is hard and empty, it is filled with the molten metal, usually bronze. A vacuum is used beneath the mold to pull the metal into every crevice.

6. Red-hot bronze in mold after the pour has been completed.
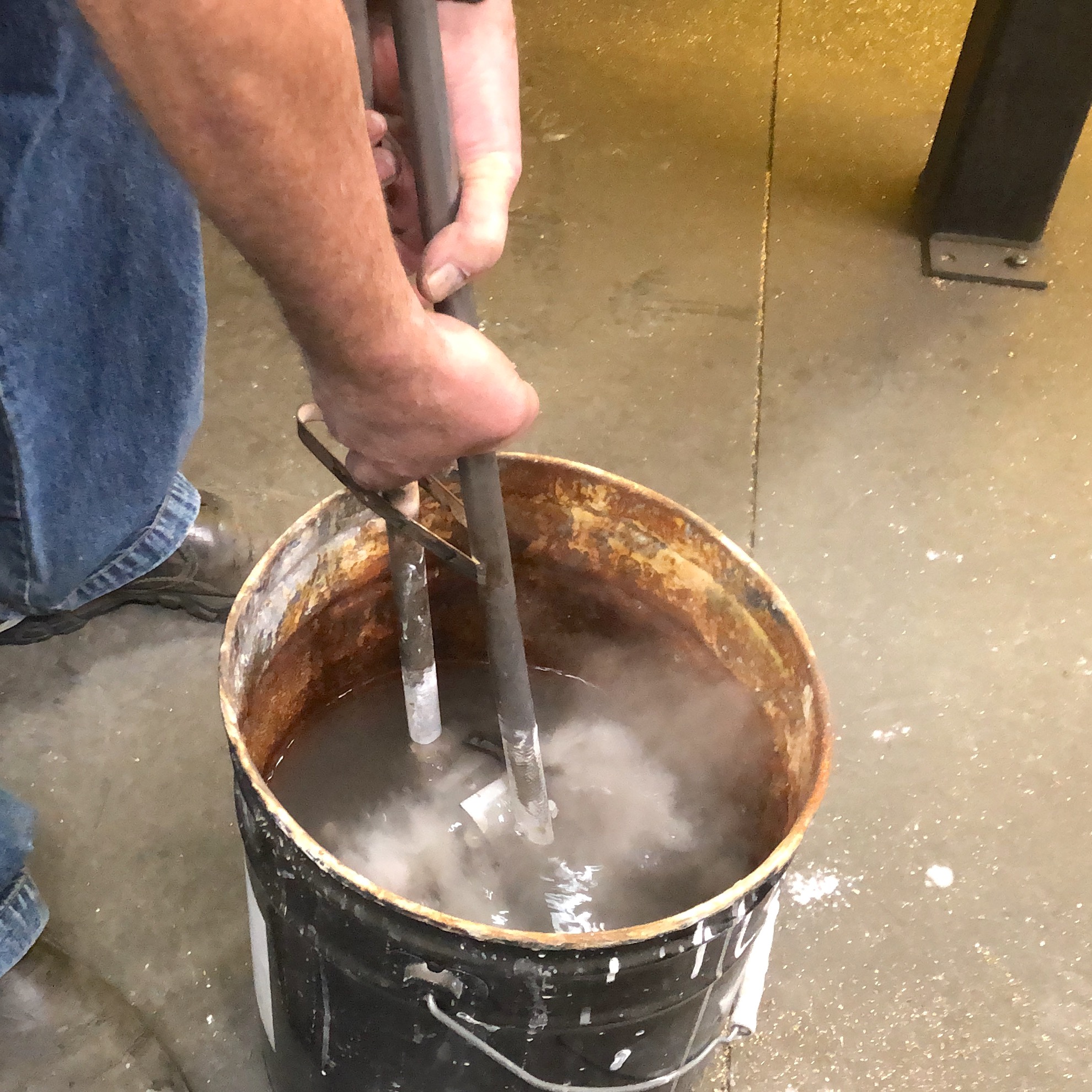
7. After the piece has cooled enough, it is washed to remove the mold.

8. After washing, the metal has cooled to the touch.

9. The sprues fill with metal, as does the part itself. They are removed when the casting has fully cooled.

10. The piece is cleaned up, then it goes out to our shop for fabrication, finishing, and installation.